检测类别钢结构、钢结构厂房
行业类型房屋建筑检测鉴定
检测方式上门检测鉴定
材质报告书
优势经验丰富
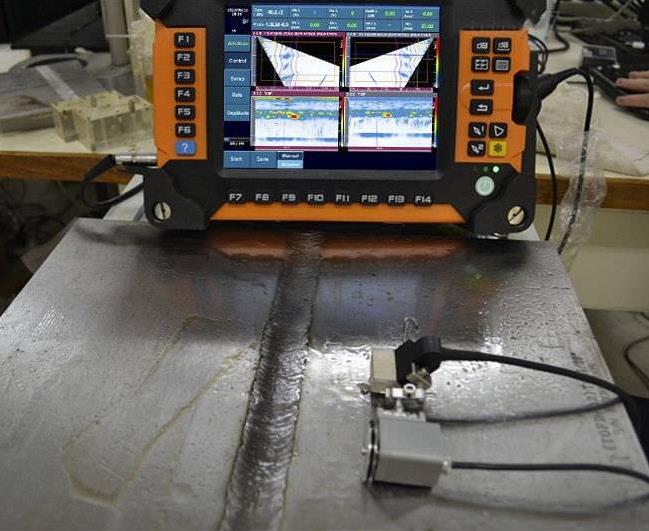
射线检测种类:如果对以上的三种射线检测技术细分,还可以分为:照相-X射线照相检测、γ射线照相检测、中子射线照相检测、电子射线照相检测、成像板射线照相检测、相纸射线照相检测等等。实时成像-X射线荧光实时成像检测、X射线光导摄像实时成像检测、数字实时成像检测、图像增强实时成像检测。层析检测-胶片层析射线照相技术、射线层析检测、康普顿散射成像检测。
钢结构涂料检测:对钢结构表面涂装所用的涂料进行检测。

12、 GB/T 5617-2005 《钢的感应淬火或火焰淬火后有效硬化层深度的测定》13、 DL/T 868-2004 《焊接用以评定规程》14、 DL/T 773-2001《火电厂用12CrMoV钢球化评级标准》15、 EN 1320 《Destructive tests on welds in metallic materials-Fracture test》16、 GB.T6417.1-2005/ISO 6520-1:1998《金属熔化焊接头缺欠分类及说明》17、 GB/T13320-91《钢质模锻件金相组织评级图及评定方法》18、 GB/T3098.1-2000/ISO 898-1:1999《紧固件机械性能螺栓、螺钉和螺柱》19、 GB/T 1172-1999《黑色金属硬度及强度换算值》20、 GB/T11354-2005 《钢铁零件 渗氮层深度测定和金相组织检验》21、 GB/T 2654-2008/ISO 9015-1:2001 《焊接接头硬度试验方法》22、 ISO 5817:2003 《焊接-钢、镍、钛及其合金的熔化焊接头(高能束焊接头除外)-缺欠质量分级》23、 BS EN 1043.1:1996 《Destructive tests on welds in metallic materials.Hardness testing》24、 GB/T 19869.1-2005/ISO 15614-1:2004《钢、镍及镍合金的焊接工艺评定试验》25、 JGJ81-2002 《建筑钢结构焊接技术规程》26、 GB/T 10561-2005 /ISO 4967:1998 《钢中非金属夹杂物含量的测定标注评级图显微检验法》27、 DL/T 674-1999 《火电厂用20号钢珠光体球化评级标准》28、 GB/T 9450-2005 《钢件渗碳淬火硬化层深度的测定和校核》29、 GB/T 9451-2005 《钢件薄表面总硬化层深度或有效硬化层深度的测定》30、 GB/T 6394-2002 《金属平均晶粒度测定方法》31、 GB/T 231.1-2002/ISO 6506-1:1999 《金属布氏硬度试验 *1部分:试验方法》32、 GB/T 17394-1998 《金属里氏硬度试验方法》33、 4708 -2000 《钢制压力容器焊接工艺评定》34、 GB/T 4340.1-1999/ISO 6507-1:1999 《金属维氏硬度试验*1部分:试验方法》35、 GB/T 224-87《钢的脱碳层深度测定法》36、 GB/T 226-91 《钢的低倍组织及缺陷酸蚀检验法》37、 GB/T6401-86 《铁素体奥氏体型双相不锈钢中α相面积含量金相测定法》38、 GB/T 7216-87 《灰铸铁金相》39、 GB/T 9441-88 《球墨铸铁金相检验》40、 GB/T 13298-1991 《钢的显微组织检验方法》41、 GB/T 13299-1991《钢的显微组织评定方法》42、 GB/T 13302-91 《钢中石墨碳显维评定方法》43、 GB/T 13305-91 《奥氏体不锈钢中α相面积含量金相检验测定法》44、 GB/T 1979-2001 《结构钢低倍缺陷评级图》45、 /T 5074-1991 《低、中碳钢球化体评级》

磁粉检测是利用漏磁和合适的检测介质发现材料(工件)表面和近表面的不连续性的。磁粉检测作为表面检测具有操作灵活、成本低的特点,但磁粉检测只能应用于铁磁性材料、工件(碳钢、普通合金钢等)的表面或近表面缺陷的检测,对于非磁性材料、工件(如:不锈钢、铜等)的缺陷无法检测。磁粉检测和超声波检测一样,检测结果无原始记录,可追溯性差,无法检测到材料、工件深度缺陷,但不受材料、工件形状的限制。
磁粉检测的湿法和干法:1.磁粉悬浮在油、水或其他液体介质中使用称为湿法,它是在检测过程中,将磁悬液均匀分布在工件表面上,利用载液的流动和漏磁场对磁粉的吸引,显示出缺陷的形状和大小。湿法检测中,由于磁悬液的分散作用及悬浮性能,可采用的磁粉颗粒较小。因此,它具有较高的检测灵敏度。特别适用于检测表面微小缺陷,例如疲劳裂纹、磨削裂纹等。湿法经常与固定式设备配合使用,也与移动和便携式设备并用。用于湿法的磁悬液可以循环使用。2.干法有称干粉法,在一些场合下,不能采用湿法进行检测时,而采用特制的干磁粉按程序直接施加在磁化的工件上,工件的缺陷处即显示出磁痕。干法检测多用于大型铸,锻件毛坯及大型结构件、焊接件的局部区域检查,通常与便携式设备配合使用。
http://baoyesaisai.cn.b2b168.com
























