检测类别钢结构、钢结构厂房
行业类型房屋建筑检测鉴定
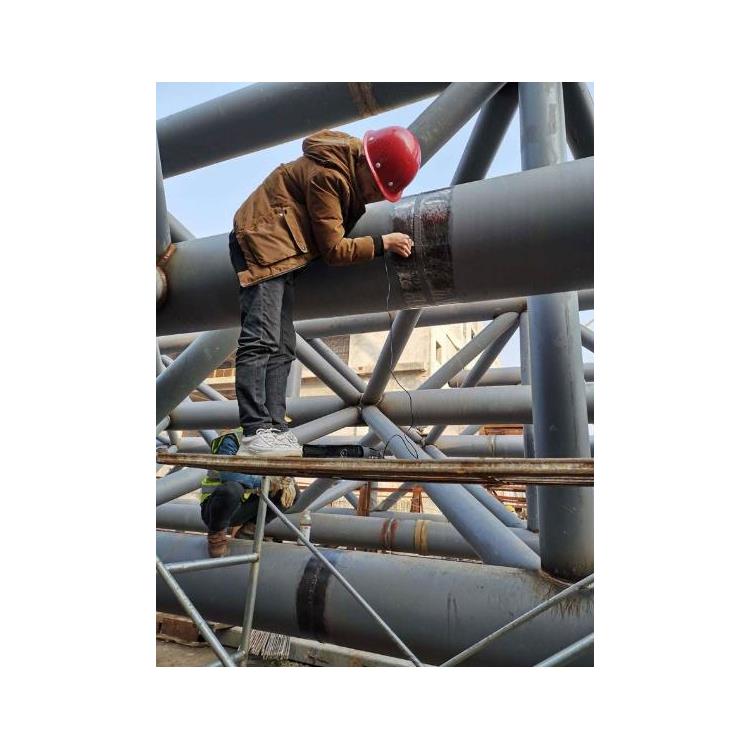
检测方式上门检测鉴定
材质报告书
优势经验丰富
射线检测是利用射线(X射线、γ射线、中子射线等)穿过材料或工件时的强度衰减,检测其内部结构不连续性的技术。穿过材料或工件时的射线由于强度不同,在感光胶片上的感光程度也不同,由此生成内部不连续的图像。射线检测主要应用于金属、非金属及其工件的内部缺陷的检测,检测结果准确度高、可靠性好。胶片可长期保存,可追溯性好,易于判定缺陷的性质及所处的平面位置。射线检测也有其不足之处,难于判定缺陷在材料、工件内部的埋藏深度;对于垂直于材料、工件表面的线性缺陷(如:垂直裂纹、穿透性气孔等)易漏判或误判;同时射线检测需严密保护措施,以防射线对人体造成伤害;检测设备复杂,成本高。射线检测只适用于材料、工件的平面检测,对于异型件及T型焊缝、角焊缝等检测无能为力了。
磁粉检测适用范围:1.适用于检测铁磁性材料表面和近表面缺陷,例如:表面和近表面间隙窄的裂纹和目视难以看出的其他缺陷。 不适合检测埋藏较深的内部缺陷。2.适用于检测铁镍基铁磁性材料,例如:马氏体不锈钢和沉淀硬化不锈钢材料,不适用于检测非磁性材料,例如:奥氏体不锈钢材料。3.适用于检测未加工的原材料(如钢坯)和加工的半成品、成品件及在役与使用过的工件。4.适用于检测管材棒材板材形材和锻钢件铸钢件及焊接件。5.适用于检测工件表面和近表面的延伸方向与磁力线方向尽量垂直的缺陷,但不适用于检测延伸方向与磁力线方向夹角小于20度的缺陷。6.适用于检测工件表面和近表面较小的缺陷,不适合检测浅而宽的缺陷。

金相分析技术规范:1、 TB 10212-2008 《铁路钢桥制造规范》2、 DG/TJ08-2001-2007(J10973-2007) 《钢结构检测与鉴定技术规程》3、 DG/TJ08-804-2005(J10616-2005) 《既有建筑物结构检测与评定标准》4、 GB/T 17455-1998《无损检测 表面检查的金相复制件技术》5、 DNV 船舶入级规范 《船舶/高速、轻型船只和海军水面船只-新建船只》6、 BS EN 1321-1996 《Destructive tests on welds in metallic materials-Macroscopic and microscopic examination of welds》7、 E45-05 《Standard Test Methodds for Determining the inclusion Content of Steel》8、 GB/T 3949-2001 《船用不锈钢焊接接头晶间腐蚀试验方法》9、 ISO 9015-1:2001《金属材料焊缝破坏性试验-硬度试验-部分:弧焊接头的硬度试验》。10、 ISO 9015-2:2001《金属材料焊缝破坏性试验-硬度试验-*二部分:弧焊接头的硬度试验》11、 BS EN 287-1:2004 《Qualification test of welders-Fusion welding-Part 1:Steel》

12、 GB/T 5617-2005 《钢的感应淬火或火焰淬火后有效硬化层深度的测定》13、 DL/T 868-2004 《焊接用以评定规程》14、 DL/T 773-2001《火电厂用12CrMoV钢球化评级标准》15、 EN 1320 《Destructive tests on welds in metallic materials-Fracture test》16、 GB.T6417.1-2005/ISO 6520-1:1998《金属熔化焊接头缺欠分类及说明》17、 GB/T13320-91《钢质模锻件金相组织评级图及评定方法》18、 GB/T3098.1-2000/ISO 898-1:1999《紧固件机械性能螺栓、螺钉和螺柱》19、 GB/T 1172-1999《黑色金属硬度及强度换算值》20、 GB/T11354-2005 《钢铁零件 渗氮层深度测定和金相组织检验》21、 GB/T 2654-2008/ISO 9015-1:2001 《焊接接头硬度试验方法》22、 ISO 5817:2003 《焊接-钢、镍、钛及其合金的熔化焊接头(高能束焊接头除外)-缺欠质量分级》23、 BS EN 1043.1:1996 《Destructive tests on welds in metallic materials.Hardness testing》24、 GB/T 19869.1-2005/ISO 15614-1:2004《钢、镍及镍合金的焊接工艺评定试验》25、 JGJ81-2002 《建筑钢结构焊接技术规程》26、 GB/T 10561-2005 /ISO 4967:1998 《钢中非金属夹杂物含量的测定标注评级图显微检验法》27、 DL/T 674-1999 《火电厂用20号钢珠光体球化评级标准》28、 GB/T 9450-2005 《钢件渗碳淬火硬化层深度的测定和校核》29、 GB/T 9451-2005 《钢件薄表面总硬化层深度或有效硬化层深度的测定》30、 GB/T 6394-2002 《金属平均晶粒度测定方法》31、 GB/T 231.1-2002/ISO 6506-1:1999 《金属布氏硬度试验 *1部分:试验方法》32、 GB/T 17394-1998 《金属里氏硬度试验方法》33、 4708 -2000 《钢制压力容器焊接工艺评定》34、 GB/T 4340.1-1999/ISO 6507-1:1999 《金属维氏硬度试验*1部分:试验方法》35、 GB/T 224-87《钢的脱碳层深度测定法》36、 GB/T 226-91 《钢的低倍组织及缺陷酸蚀检验法》37、 GB/T6401-86 《铁素体奥氏体型双相不锈钢中α相面积含量金相测定法》38、 GB/T 7216-87 《灰铸铁金相》39、 GB/T 9441-88 《球墨铸铁金相检验》40、 GB/T 13298-1991 《钢的显微组织检验方法》41、 GB/T 13299-1991《钢的显微组织评定方法》42、 GB/T 13302-91 《钢中石墨碳显维评定方法》43、 GB/T 13305-91 《奥氏体不锈钢中α相面积含量金相检验测定法》44、 GB/T 1979-2001 《结构钢低倍缺陷评级图》45、 /T 5074-1991 《低、中碳钢球化体评级》

磁粉检测是以磁粉做显示介质对缺陷进行观察的方法。根据磁化时施加的磁粉介质种类,检测方法分为湿法和干法;按照工件上施加磁粉的时间,检验方法分为连续法和剩磁法。铁磁性材料工件被磁化后,由于不连续性的存在,使工件表面和近表面的磁力线发生局部畸变 而产生漏磁场,吸附施加在工件表面的磁粉,在合适的光照下形成目视可见的磁痕,从而显示出不连续性的位置、大小、形状和严重程度。又称磁粉检验或磁粉探伤,属于无损检测常规方法之一。
http://baoyesaisai.cn.b2b168.com