检测类别钢结构、钢结构厂房
行业类型房屋建筑检测鉴定
检测方式上门检测鉴定
材质报告书
优势经验丰富
射线检测原理:x射线的特性 X射线是一种波长很短的电磁波,是一种光子,波长为0.001~100nm。x射线有下列特点:①穿透性 x射线能穿透一般可见光所不能透过的物质。其穿透能力的强弱,与x射线的波长以及被穿透物质的密度和厚度有关。x射线波长愈短,穿透力愈大;密度愈低,厚度愈薄,则x射线愈易穿透。在实际工作中,通过球管的电压伏值(kV)的大小来确定x射线的穿透性(即x射线的质),而以单位时间内通过x射线的电流 (mA)与时间的乘积代表x射线的量。②电离作用 x射线或其它射线(例如γ射线)通过物质被吸收时,可使组成物质的分子分解成为正负离子,称为电离作用,离子的多少和物质吸收的X射线量成正比。通过空气或其它物质产生电离作用,利用仪表测量电离的程度可以计算x射线的量。检测设备正是由此来实现对零件探伤检测的。X射线还有其他作用,如感光、荧光作用等。(2)影像形成原理影像形成的基本原理,是由于的特性和零件的致密度与厚度之差异所致。
钢结构应力测试:对钢结构安装以及卸载过程中关键部位的应力变化进行测试与。钢结构安装按四条原则分别选用不同的质量等级,一共有三个等级。四条原则如下:1 在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质缝等级为:1)作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受应为二级;2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。2 不需要汁算疲劳的构件中,凡要求与母材等强的对接焊缝应护焊透,其质量等级当受拉时应不低于二级,受压时宜为二级。3 重级工作制和起重量Q≥50t的中级工作制吊车梁的腹板与上翼缘之间以及吊车桁架上弦杆与节点板之间的T形接头焊缝均要求焊透,焊缝形式一般为对接与角接的组合焊缝,其质量等级不应低于二级。4 不要求焊透的T形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接采用的角焊缝,其质量等级为:1)对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大于50t的中级工作制吊车梁,焊缝的外观质量标准应符合二级;2)对其他结构,焊缝的外观质量标准可为。对应的是《钢结构工程施工质量验收规范》和《JGJ 81-2002建筑钢结构焊接技术规程》中所要求的焊缝要达到的质量要求(包括外观和无损探伤等)。
磁粉检测的湿法和干法:1.磁粉悬浮在油、水或其他液体介质中使用称为湿法,它是在检测过程中,将磁悬液均匀分布在工件表面上,利用载液的流动和漏磁场对磁粉的吸引,显示出缺陷的形状和大小。湿法检测中,由于磁悬液的分散作用及悬浮性能,可采用的磁粉颗粒较小。因此,它具有较高的检测灵敏度。特别适用于检测表面微小缺陷,例如疲劳裂纹、磨削裂纹等。湿法经常与固定式设备配合使用,也与移动和便携式设备并用。用于湿法的磁悬液可以循环使用。2.干法有称干粉法,在一些场合下,不能采用湿法进行检测时,而采用特制的干磁粉按程序直接施加在磁化的工件上,工件的缺陷处即显示出磁痕。干法检测多用于大型铸,锻件毛坯及大型结构件、焊接件的局部区域检查,通常与便携式设备配合使用。

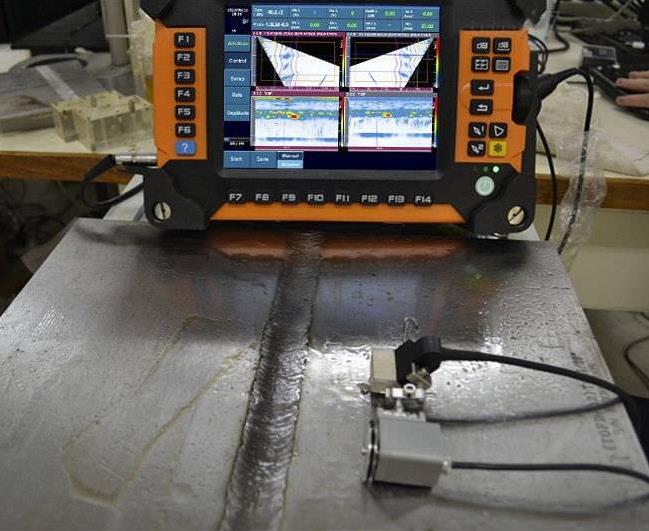
TOFD检测 原理是当超声波遇到诸如裂纹等的缺陷时,将在缺陷发生叠加到正常反射波上的 衍射波,探头探测到衍射波,可以判定缺陷的大小和深度。当超声波在存在缺陷的线性不连续处,如裂纹等处出现传播障碍时,在裂纹端点处除了正常反射 波以外,还要发生衍射现象。衍射能量在很大的角度范围内放射出并且假定此能量起源于裂纹末端。这与依赖于间断反射能量总和的常规超声波形成一个显著的对比。根据TOFD的理论和特点,在检测后壁容器方面具有巨大的优势,在国内使用的初期阶段要充分发挥其有点,使用其他技术弥补其缺点,让TOFD技术更快的应用到检测中。(超声波检测的一种,无损检测研究部新发展的检测方向)

12、 GB/T 5617-2005 《钢的感应淬火或火焰淬火后有效硬化层深度的测定》13、 DL/T 868-2004 《焊接用以评定规程》14、 DL/T 773-2001《火电厂用12CrMoV钢球化评级标准》15、 EN 1320 《Destructive tests on welds in metallic materials-Fracture test》16、 GB.T6417.1-2005/ISO 6520-1:1998《金属熔化焊接头缺欠分类及说明》17、 GB/T13320-91《钢质模锻件金相组织评级图及评定方法》18、 GB/T3098.1-2000/ISO 898-1:1999《紧固件机械性能螺栓、螺钉和螺柱》19、 GB/T 1172-1999《黑色金属硬度及强度换算值》20、 GB/T11354-2005 《钢铁零件 渗氮层深度测定和金相组织检验》21、 GB/T 2654-2008/ISO 9015-1:2001 《焊接接头硬度试验方法》22、 ISO 5817:2003 《焊接-钢、镍、钛及其合金的熔化焊接头(高能束焊接头除外)-缺欠质量分级》23、 BS EN 1043.1:1996 《Destructive tests on welds in metallic materials.Hardness testing》24、 GB/T 19869.1-2005/ISO 15614-1:2004《钢、镍及镍合金的焊接工艺评定试验》25、 JGJ81-2002 《建筑钢结构焊接技术规程》26、 GB/T 10561-2005 /ISO 4967:1998 《钢中非金属夹杂物含量的测定标注评级图显微检验法》27、 DL/T 674-1999 《火电厂用20号钢珠光体球化评级标准》28、 GB/T 9450-2005 《钢件渗碳淬火硬化层深度的测定和校核》29、 GB/T 9451-2005 《钢件薄表面总硬化层深度或有效硬化层深度的测定》30、 GB/T 6394-2002 《金属平均晶粒度测定方法》31、 GB/T 231.1-2002/ISO 6506-1:1999 《金属布氏硬度试验 *1部分:试验方法》32、 GB/T 17394-1998 《金属里氏硬度试验方法》33、 4708 -2000 《钢制压力容器焊接工艺评定》34、 GB/T 4340.1-1999/ISO 6507-1:1999 《金属维氏硬度试验*1部分:试验方法》35、 GB/T 224-87《钢的脱碳层深度测定法》36、 GB/T 226-91 《钢的低倍组织及缺陷酸蚀检验法》37、 GB/T6401-86 《铁素体奥氏体型双相不锈钢中α相面积含量金相测定法》38、 GB/T 7216-87 《灰铸铁金相》39、 GB/T 9441-88 《球墨铸铁金相检验》40、 GB/T 13298-1991 《钢的显微组织检验方法》41、 GB/T 13299-1991《钢的显微组织评定方法》42、 GB/T 13302-91 《钢中石墨碳显维评定方法》43、 GB/T 13305-91 《奥氏体不锈钢中α相面积含量金相检验测定法》44、 GB/T 1979-2001 《结构钢低倍缺陷评级图》45、 /T 5074-1991 《低、中碳钢球化体评级》
http://baoyesaisai.cn.b2b168.com
























